Hướng Dẫn Bắt Đầu Nhanh CNC
01 Trước Khi Bắt Đầu
Trước khi lắp ráp và vận hành Module CNC 200W, vui lòng đọc kỹ các nội dung sau.
Tuyên Bố Từ Chối Trách Nhiệm
02 Chuẩn Bị
2.1 Chuẩn Bị Phần Mềm
Chúng tôi khuyến nghị bạn sử dụng Snapmaker Luban để tạo G-code cho việc khắc và cắt CNC.
-
Cài Đặt Luban Nếu bạn đã cài đặt Luban, hãy đảm bảo cập nhật lên ít nhất phiên bản v4.9 và chọn 200W CNC trong Settings > Machine Settings > Toolhead.
2.2 Cập Nhật Firmware
Vui lòng cập nhật firmware của Artisan lên phiên bản mới nhất.
2.3 Kết Nối Máy Với Luban
Nếu bạn dự định chuyển tệp G-code qua USB flash drive, bạn có thể bỏ qua bước này. Bạn có thể kết nối máy với Luban qua cổng nối tiếp hoặc Wi-Fi.
03 Lắp Ráp & Cài Đặt
Đảm bảo rằng bạn đã đặt máy vào trong một Enclosure (vỏ bảo vệ) đã được lắp ráp và kết nối đúng cách.
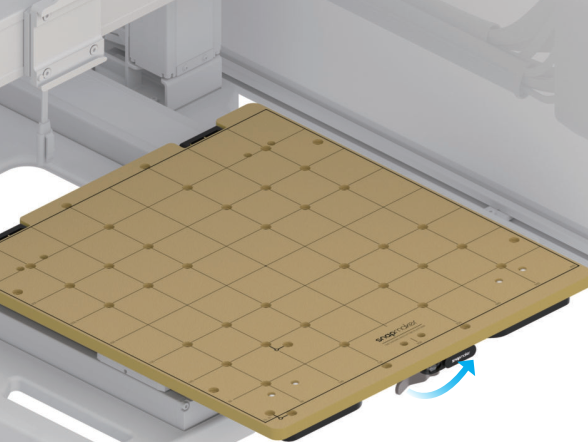
3.1 Lắp Đặt Nền Tảng CNC Để Khắc và Cắt
Quy Trình
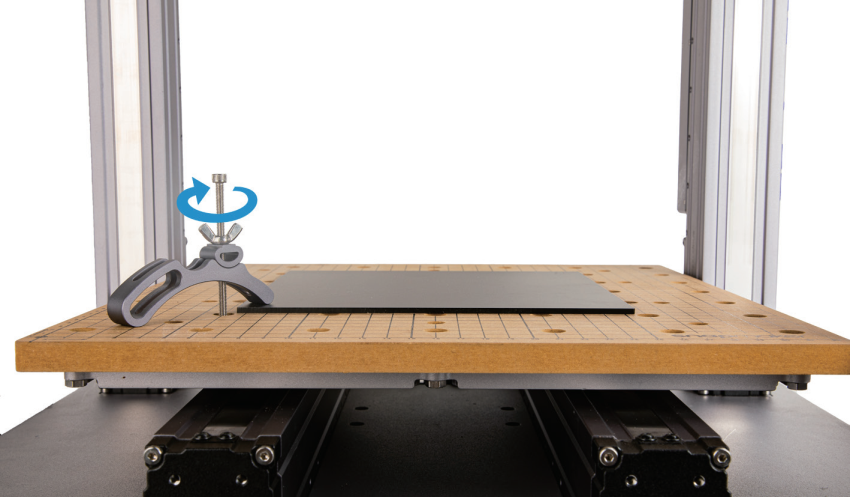
- Tháo lỏng tay cầm cam của nền tảng hỗ trợ bằng cách xoay sang bên trái, sau đó lắp nền tảng CNC vào nền tảng hỗ trợ.

- Vặn chặt tay cầm cam của nền tảng hỗ trợ bằng cách xoay sang bên phải.
3.2 Lắp Đặt Module CNC 200W
Quy Trình Áp Dụng Cho Cả Hai Loại Giá Đỡ Công Cụ Nhanh Thay Thế Của Artisan
-
Trước Khi Bắt Đầu
- Tắt máy.
- KHÔNG cắm hoặc rút bất kỳ cáp nào khi máy đang bật.
- Bạn cũng có thể chạm vào Settings > Module Assistant > Replace Module và làm theo hướng dẫn trên màn hình để hoàn thành các thao tác mà không cần tắt công tắc nguồn.
-
Quy Trình
- Tháo lỏng tay cầm của giá đỡ công cụ.
- Trượt đầu công cụ vào và đảm bảo đã vào hoàn toàn.
- Vặn chặt tay cầm.
- Cắm cáp vào đầu công cụ.
04. Cài Đặt Ban Đầu Trên Màn Hình Cảm Ứng
4.1. Kẹp Vật Liệu CNC
Bước 1: Gỡ lớp giấy bảo vệ khỏi tấm acrylic (nếu có).

Bước 2: Dùng bút chì vẽ 2 đường chéo, đánh dấu tâm vật liệu.
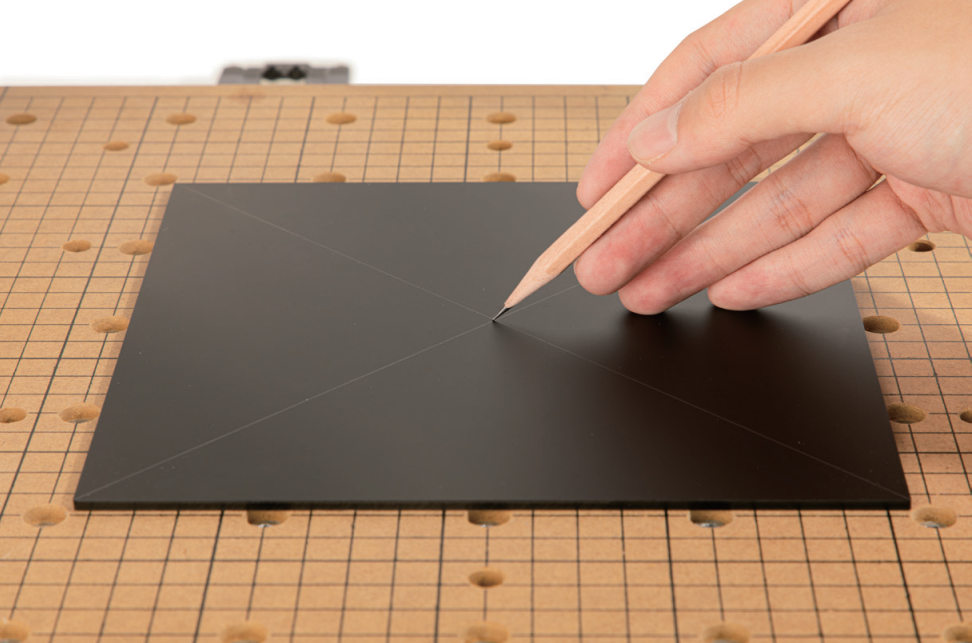
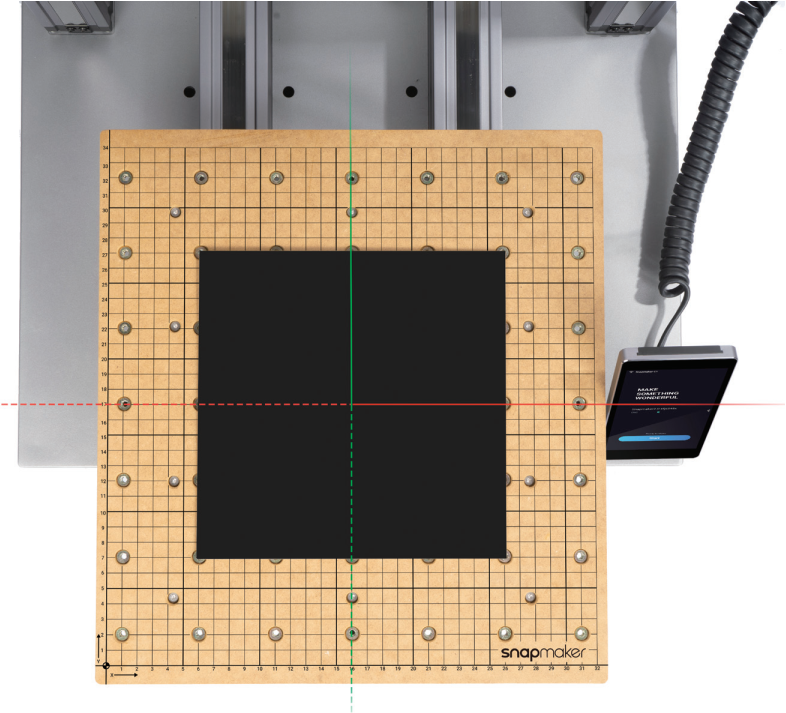
Bước 3: Đặt vật liệu vào trung tâm nền tảng CNC.
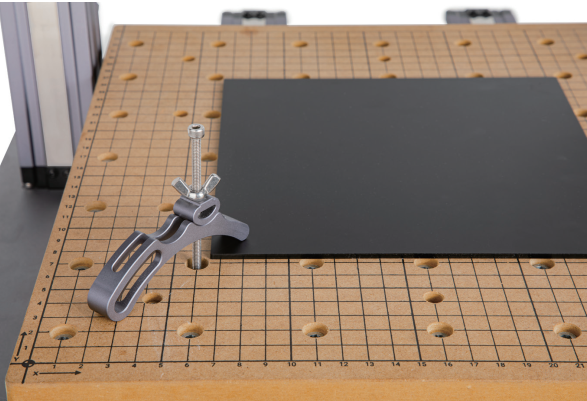
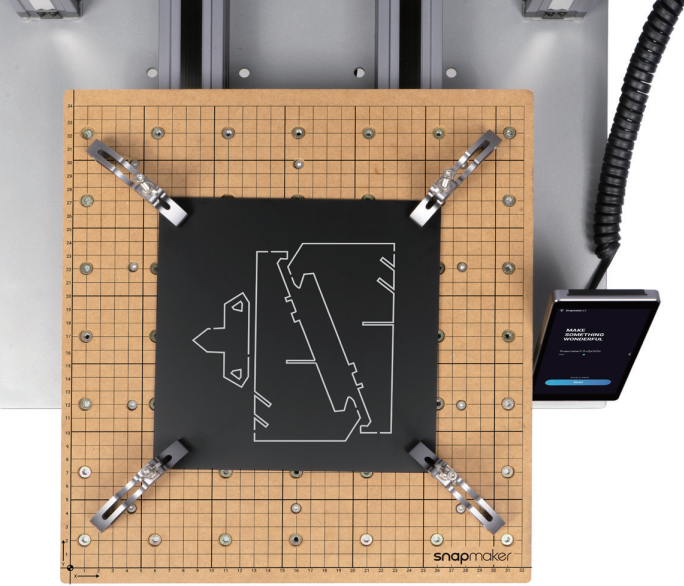
Bước 4: Gắn 4 bộ kẹp:
-
Dùng vít M4 × 60 + núm sao/nút cánh + giá đỡ cong.

-
Tìm lỗ đai gần vật liệu để chèn vít M4 × 60. Đặt giá đỡ cong lên vật liệu và điều chỉnh phụ kiện giá đỡ để khớp với một trong các khe trên giá đỡ cong.
-
Tất cả ba khe như minh họa trên đều có thể được sử dụng để cố định vật liệu.

-
Giữ vít M4 × 60 vuông góc với nền tảng CNC để khắc và cắt, và xoay vít M4 × 60 vào đai một chút. Cố định vật liệu bằng cách vặn núm sao hoặc nút cánh.
-
-
Vặn chặt nhưng không xuyên qua nền tảng.

- Gắn ba bộ kẹp còn lại vào nền tảng CNC để khắc và cắt.
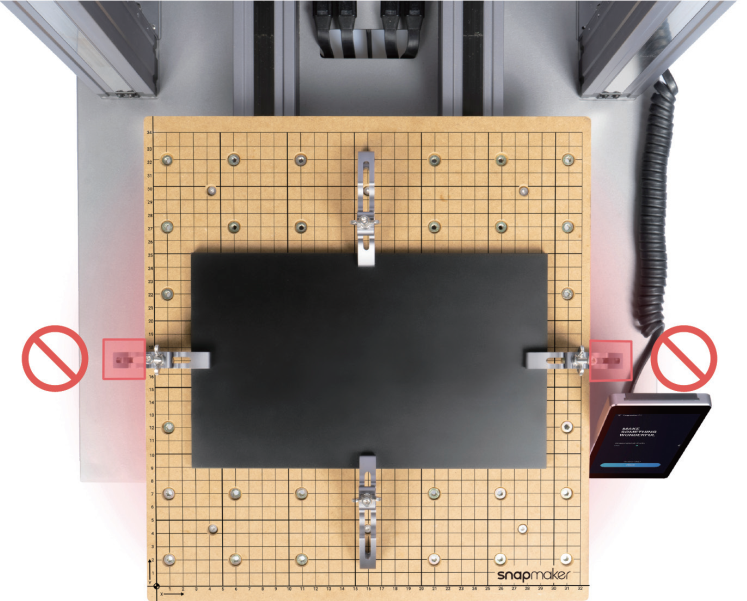
- Đảm bảo kẹp không cản chuyển động của đầu CNC.
4.2. Lắp Mũi CNC
Trước khi bắt đầu:
- Đeo kính bảo hộ CNC:

Dụng cụ cần thiết:
- Mũi kẹp ER11 × 1
- Đai kẹp ER11 × 1
- Mũi CNC × 1
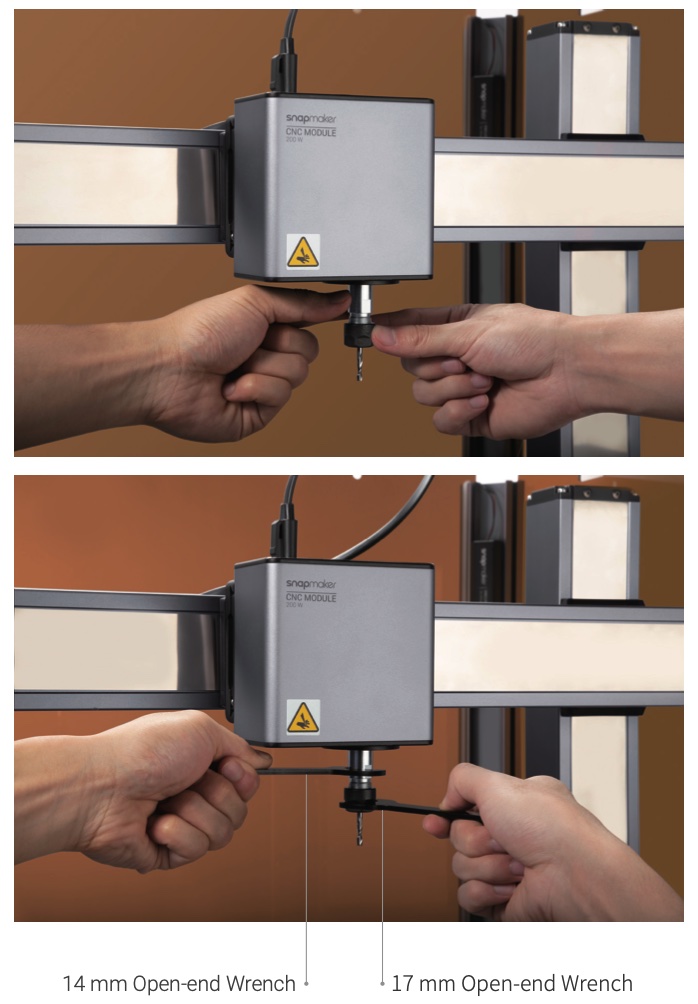
- Cờ lê mở 14 mm & 17 mm
Quy trình:
- Chèn mũi kẹp ER11 vào đai kẹp theo hướng chéo.
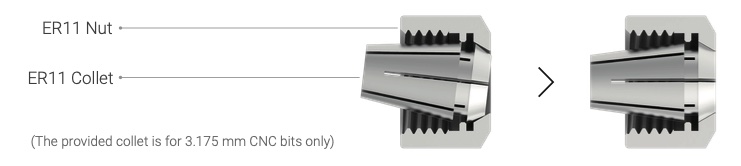
- Đưa mũi CNC vào đến khi chạm vỏ mũi kẹp.
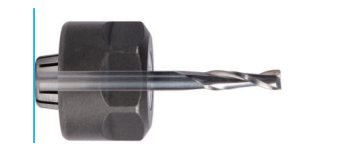
- Vặn chặt bằng cờ lê.
05. Công Việc Đầu Tiên
5.1. Tạo G-code Với Luban
Chuẩn bị mô hình:
- Dùng mô hình có sẵn, ảnh chụp hoặc tải từ GrabCAD.
- Hỗ trợ định dạng:
.svg,.dxf,.png,.jpeg,.bmp,.stl
Các bước:
- Mở Luban → CNC → 3-axis.
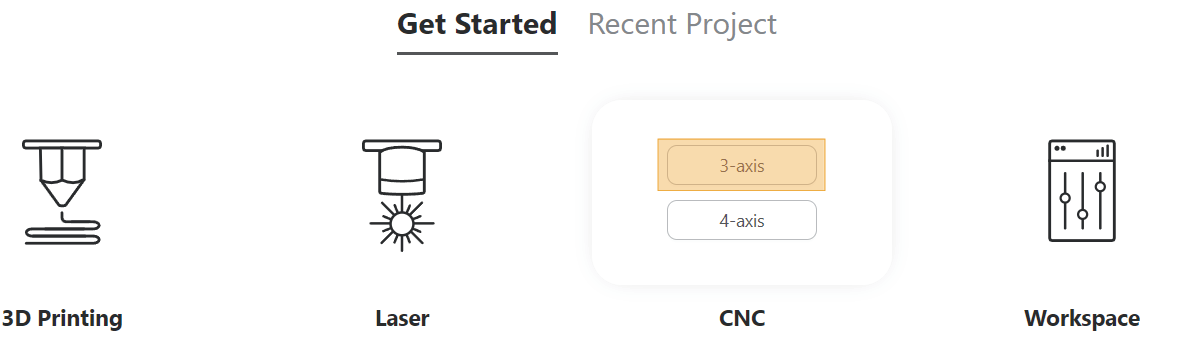
- Nhập file mô hình.
- Cài đặt tham số.
- Nhấn Generate G-code → Export:
- Load to Workspace: gửi qua Wi-Fi để cài gốc trên màn hình cảm ứng.
- Export to File: lưu vào USB để chuyển thủ công.
5.2. Cài Gốc Công Việc
- Có thể cài thủ công trên Luban, Màn hình cảm ứng hoặc qua giá đỡ L.
Đảm bảo đã đeo kính bảo hộ CNC.
5.3. Kiểm Tra Trước Khi Khắc & Cắt
- Đã đeo kính bảo hộ
- Mũi CNC đã được cố định
- Vật liệu đã được kẹp chặt
- Enclosure đã được kết nối đúng cách
5.4. Bắt Đầu CNC
- Nhấn Start Job trên màn hình cảm ứng hoặc Start trên Luban.
Luôn đặt Integrated Controller trong tầm tay.
Trong tình huống khẩn cấp → nhấn nút Emergency Stop.
Không bật quạt hút khi chạy CNC.
5.5. Vệ Sinh Sau Khi Làm Việc
Quy trình:
- Tháo bộ kẹp.
- Vệ sinh máy và vật liệu bằng máy hút bụi.
- Lau sạch Module CNC sau mỗi công việc.
❗ KHÔNG rửa bằng nước hoặc lau bằng cồn.
Sau 150 giờ vận hành cần vệ sinh kỹ.
06. Bảo Trì
Cố Định Đai Ốc
Khi nào: Khi đai ốc bị rơi ra.
Dụng cụ: Nhíp, chổi, keo AB, găng tay
Quy trình:
- Đeo găng tay.
- Làm sạch đai ốc.
- Trộn keo A & B theo tỷ lệ 1:1.
- Thoa keo lên ren đai ốc.
- Dùng nhíp đặt lại và ấn nhẹ.
→ Chờ ít nhất 24 giờ trước khi sử dụng lại.
Vệ Sinh Màn Lọc Bụi
Khi nào: Sau mỗi 3 công việc CNC.
Dụng cụ: Tăm bông (hoặc khăn giấy), nước
Quy trình:
- Tắt máy, tháo module CNC 200W.
- Làm ẩm tăm bông, lau lỗ thông gió đến khi sạch bụi.
Nếu chưa sạch, dùng tăm bông mới và lặp lại.
Xem thêm: Maintenance for Artisan (20W/40W modules)